Utilisation des instruments de mesure en industrie
PIED A COULISSE
Un pied à coulisse (vernier caliper) est un outil de mesure utilisé pour les prises de mesure internes, externes et de profondeur. Les pieds à coulisse sont disponibles en échelons métrique et impérial que l’on appelle « vernier ». Un vernier comporte deux règles graduées, l’une fixe et l’autre mobile, se déplaçant sur la première pour la prise de mesure. Le relevé de la longueur est indiqué sur le vernier. Le pied à coulisse possède une règle mobile qui est parallèle à une règle fixe (figure I.4). Ces instruments de mesure de précision servent à mesurer les diamètres extérieurs et intérieurs, et dans bien des cas, peuvent mesurer la profondeur. Les pieds à coulisse sont disponibles en mesures impériales et métriques. L’échelle principale du pied à coulisse est divisée en pouces et en centimètres ; la plupart vont jusqu’à 15 cm ou 6 po. L’échelle principale métrique du pied à coulisse est divisée en centimètres où chaque centimètre est lui-même divisé en 10 mm L’échelle principale en mesures impériales du pied à coulisse est divisée en pouces où chaque pouce est divisé en 10 parties, chacune étant égale à 0,10 po. La section entre les marques de 0,100 est divisée en quatre. Chacun de ces divisions est égale à 0,025 po. L’échelle du vernier à mesure métrique comporte 50 divisions, chacune représentant 0,02 mm L’échelle principale du vernier à mesure impériale comporte 25 divisions, chacune représentant 0,001 po. Les lectures des mesures sont prises en associant l’échelle du vernier à l’échelle principale. Lors de la prise de mesure, Un pied à coulisse est caractérisé par :
· Son type de vernier ;
· Sa capacité maxi ;
· Ses types des becs
a- Pied à coulisse à vernier
**** Comment lire les graduations
Pieds à coulisse à vernier
Graduation : 0,05 mm
(1) Lecture de la graduation principale 4,00 mm
(2) Lecture du vernier0,75 mm
Lecture du pied à coulisse 4,75 mm
Remarque : la valeur de 0,75 mm ci-dessus à gauche (2) correspond à la coïncidence entre une graduation de la règle principale et une graduation du vernier
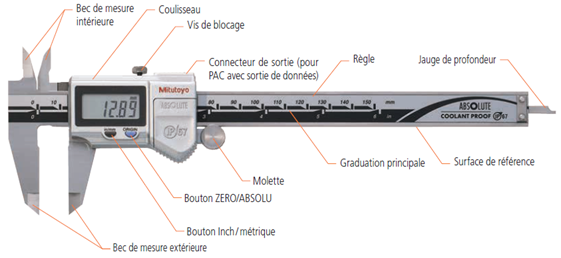
b- Pied à coulisse digital
*** Méthodes Pour effectuer une bonne mesure
Identifiez les parties d’un pied à coulisse. Cet instrument est muni d’un bec fixe et d’un autre mobile, qui servent à mesurer des dimensions externes ou internes. Sur certains modèles, les mesures internes sont réalisées à l’aide de deux autres becs ayant une géométrie appropriée. On rencontre aussi des pieds à coulisse équipés d’une jauge de profondeur. En plus des becs, l’instrument comprend une réglette graduée fixe et un vernier mobile, qui porte des repères dont le nombre donne une indication sur la précision des mesures effectuées.
Apprenez à lire les échelles graduées. La lecture de chacune d’elles est analogue à celle d’une règle ordinaire. En général, la règle fixe est graduée en centimètres ou en pouces avec des repères plus petits entre les graduations principales. L’échelle coulissante du vernier porte une inscription explicative gravée dans le matériau.
En l’absence de cette indication, vous pouvez admettre que les repères numérotés représentent des dixièmes de la petite graduation de l’échelle principale. Dans ce cas, si les petites graduations de cette échelle représentent 1 mm, chaque graduation du vernier équivaudra à 0,1 mm.
Les graduations de l’échelle principale sont en grandeur nature. Par contre, la lecture des graduations du vernier se fait à l’aide d’une loupe. Cette disposition permet de faire des mesures plus précises qu’avec une règle.
Vérifiez l’échelle des petites graduations. Avant d’effectuer une mesure, comptez le nombre de graduations entre deux chiffres de l’échelle du vernier. Cette vérification vous permet de déterminer la valeur de l’intervalle entre deux graduations successives.
Par exemple, sur un vernier au 1/10e, deux graduations numérotées successives sont séparées par une distance égale à 0,9 mm. Cette distance est divisée par des repères plus petits au nombre de 10, soit 9 intervalles. Dans ce cas, un intervalle entre deux repères successifs de l’échelle auxiliaire représente : 0,9 mm ÷ 9 = 0,1 mm.
Nettoyez l’objet que vous mesurez. Il faudra l’essuyer pour éliminer toute trace de graisse et tout autre élément qui pourra réduire la précision de la mesure.
Desserrez la vis de blocage. Si votre pied à coulisse est muni d’une telle vis, vous devrez la débloquer avant de procéder à la mesure.
Si vous tournez la vis vers la droite, vous la serrez, et inversement vous la dévissez si vous la tournez vers la gauche.
Rapprochez les becs l’un de l’autre. Avant de mesurer les dimensions de votre objet, vous devez fermer l’instrument pour le mettre à zéro, afin d’obtenir une mesure précise. Si vous ne procédez pas ainsi, les échelles ne seront pas à zéro quand vous ferez vos mesures, et vous devrez par la suite apporter les corrections nécessaires [1].
Par exemple si le zéro de l’échelle du vernier est aligné avec le repère 1 (mm) de l’échelle principale, vos mesures seront entachées d’une erreur positive de +1 mm. Donc, vous devrez ôter 1 mm de toutes vos mesures pour obtenir un résultat correct.
Si le zéro de l’échelle du vernier est à gauche de celui de l’échelle principale, l’erreur systématique sera négative. Il suffit de faire coulisser le vernier pour aligner les deux zéros, puis de relever l’erreur instrumentale en observant les repères de la règle. Par exemple, si la graduation 0,5 mm se déplace du repère 1 mm au repère 2,1 mm, l’erreur de l’instrument est de -(2,1 – 1), soit -1,1 mm. Pour y remédier, il suffit d’ajouter 1,1 mm à toutes vos mesures.
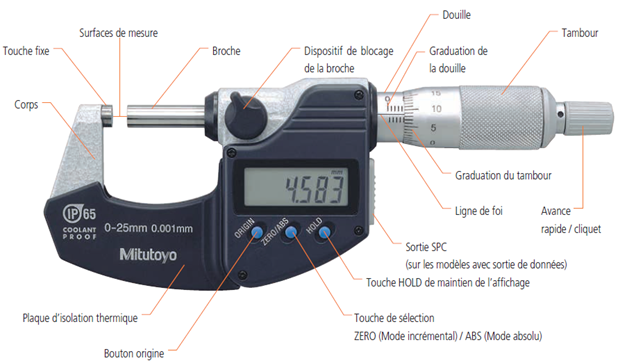
2. Micromètre
*** Description des composants a. Micromètre d’extérieur Digimatic
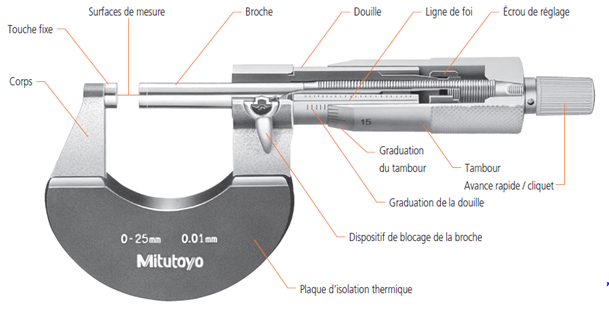
b. Micromètre d’extérieur analogique standard
*** Méthode Pour effectuer une bonne mesure
1. Vérifiez attentivement le type, la plage de mesure, la précision et les autres caractéristiques du micromètre pour sélectionner un instrument adapte à votre application.
2. Laissez le micromètre et la pièce reposer à température ambiante suffisamment longtemps pour que leur température s’uniformise avant de procéder à une mesure.
3. Observez la ligne de foi selon un angle nul pour identifier correctement sa coïncidence avec une graduation du tambour.
Si les graduations sont observées selon un certain angle, la coïncidence des lignes peut ne pas être identifiée correctement en raison d’une erreur de parallaxe.
4. Essuyez les faces de mesure de la touche fixe et de la broche avec du papier non pelucheux et réglez le point zéro avant de mesurer.
5. A titre d’entretien quotidien, éliminez la poussière, les copeaux et autres impuretés de la circonférence et des faces de mesure de la broche. Essuyez convenablement l’instrument avec un chiffon sec pour éliminer les taches et les traces de doigts.
6. Utilisez le dispositif de serrage continu correctement de sorte que les mesures soient effectuées avec une force de mesure appropriée.
7. Si le micromètre doit être installe sur un support, le support doit maintenir le micromètre par le centre de la structure. Ne serez pas le support excessivement
8. Veillez à ne pas faire tomber le micromètre ou à le heurter avec un objet. Ne faites pas tourner le tambour du micromètre avec une force excessive. Si vous pensez que votre micromètre a été endommage par une manœuvre involontaire, soumettez-le a un contrôle rigoureux avant de le réutiliser.
9. Apres une longue période d’inutilisation ou si aucun film d’huile de protection n’est plus visible, appliquez un léger film d’huile anticorrosion sur le micromètre avec un chiffon.
10. Remarques concernant le stockage :
Evitez d’exposer le micromètre aux rayons directs du soleil.
Conservez le micromètre dans un endroit sec et correctement aéré.
Conservez le micromètre dans un endroit non poussiéreux.
Conservez le micromètre dans un étui ou tout autre contenant sans le poser à terre.
Lorsque vous rangez le micromètre, laissez toujours un espace de 0,1 à 1 mm entre les touches.
Ne conservez pas le micromètre serre dans un support.
Quelques positions à adopter par le micromètre lors des mesures
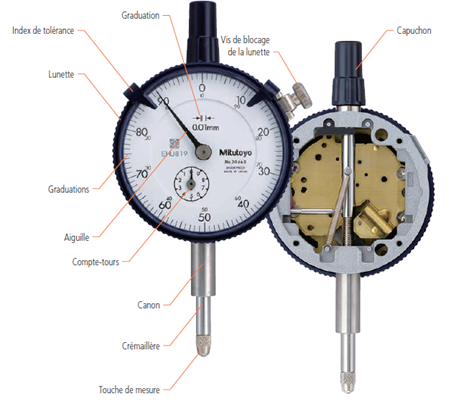
3. Comparateur
Les comparateurs à cadran conçus pour des mesures de dimensions comparables avec la plage d’un micromètre sont généralement équipés de cadrans continus multi-tours à graduation dans le sens horaire. Certains possèdent un cadran a graduation bidirectionnelle permettant une mesure dans le sens inverse. Les cadrans à lecture uniquement inversée s’utilisent sur les jauges de profondeur et vérificateurs d’alésages. Les instruments destinés aux mesures comparatives sont dotés d’un cadran symétrique dont la graduation augmente dans les deux sens à partir du zéro central, permettant la lecture d’écarts faibles par rapport à une surface de référence. Ce cadran peut être limite à un seul tour pour éviter les erreurs de lecture.
Définition du point zéro du comparateur
Le respect des spécifications a moins de 0,2 mm de la fin de course de la broche n’est pas garanti pour les comparateurs numériques. Lors de la définition du point zéro ou de la programmation d’une valeur spécifique, veillez à soulever la broche de 0,2 mm minimum par rapport a la fin de course.
Principe : Le comparateur est constitué d’une tige mobile en translation. Le déplacement de cette dernière est transmis à un dispositif mécanique transformant la translation de la tige en rotation de l’aiguille. L’angle total de rotation est proportionnel au déplacement en translation de la tige.
Pour effectuer une mesure on fait un point zéro à l’aide par exemple d’une cale étalon. Le corps du comparateur étant fixe on place la pièce à mesurer sous le comparateur qui indique alors la différence entre le point de référence et la dimension de la pièce mesurée.
4. RAPPORTEUR D’ANGLE
Méthode à suivre pour effectuer une bonne mesure
Repérez la nature de votre angle. On range les angles en trois catégories : les angles aigus (dont la mesure est inférieure à 90°), les angles obtus (dont l’angle est supérieur à 90°) et les angles droits qui sont des angles de 90°. Dans ce dernier cas, les deux lignes sont orthogonales [1]. Sachant cela, vous pouvez identifier du premier coup d’œil à quel type d’angle vous avez affaire. Cela fait, vous saurez mieux quelle partie du rapporteur utiliser.
Un angle aigu s’identifie rapidement, ceux de l’image sont à l’évidence aigus, car ils mesurent moins de 90°.
Placez l’origine du rapporteur sur le sommet de l’angle [2]. Sur votre rapporteur, vous allez apercevoir un petit trou au milieu de sa partie rectiligne. S’il n’y a pas de trou, ce sera une petite croix. Dans les deux cas, ce point est l’origine. Elle doit être placée sur le sommet de l’angle à mesurer.
Ajustez votre rapporteur. En veillant à ne pas modifier la position de l’origine, faites pivoter votre rapporteur pour aligner le trait horizontal du rapporteur (qui passe par l’origine) sur un des côtés de l’angle [3].
Le trait horizontal dont on parle ne doit pas être confondu avec le bord rectiligne du rapporteur : le premier est au-dessus du second et passe par l’origine du rapporteur. Par ailleurs, c’est sur ce trait que commencent et finissent les graduations.
Lisez la mesure de l’angle sur l’autre côté. Si le deuxième côté ne coupe pas l’arc de votre rapporteur, c’est qu’il est trop court, il faut alors le rallonger. Si vous n’avez pas le droit de modifier le côté, disposez une bande de papier qui va prolonger votre côté jusqu’à l’arc de graduation. Au point d’intersection du côté et du rapporteur, vous allez lire une graduation : c’est la mesure de votre angle en degrés.
Dans la vidéo ci-dessus, l’angle est de 70° et est ouvert à droite. Pour cet angle, il faut utiliser la petite graduation intérieure. Si l’angle avait été ouvert à gauche, vous devriez utiliser la graduation extérieure avec les gros chiffres. Ces deux graduations servent aussi bien pour les angles aigus qu’obtus.
Lorsqu’on a en main un rapporteur pour la première fois, on peut être un peu dérouté par toutes ces graduations. En effet, la plupart des rapporteurs comportent deux séries de graduations inverses l’une de l’autre, l’une se trouve à l’extérieur et l’autre à l’intérieur. Cette double graduation est très pratique pour mesurer tous les types d’angles, obtus comme aigus.
Windows activator KMS ✓ Activate Windows 10, 11, and Office products easily ➤ Quick, safe, and automatic activation with KMS technology ★ Enjoy full features now
Dans quels cas utiliser un démarreur progressif ou un variateur de fréquence ? Les moteurs ont souvent besoin de grandes quantités d’énergie lorsqu’ils accélèrent rapidement
BIEN UTILISER UN PRESSOSTAT Ayant une importance capitale dans plusieurs appareils et procéder industrielle cet appareil a une grande importance lors de l’automatisation de certains
Nous recevons chaque semaine des centaines de demandes de joint à lèvre (joint d’arrêt d’huile) mal énoncées ou avec des références non complètes. Ceci nous